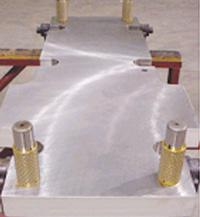
Die plates, shoes, and die sets, which correspond to the size of the die, serve as the foundation for mounting the working die components. Image courtesy of Eclipse Tool and Die.
Editor's Note: This article is edited from Part IV and Part V of an article series on thefabricator.com covering stamping die fundamentals and focusing on the components used in manufacturing stamping dies.
A stamping die is a special, one-of-a-kind precision tool that cuts and forms sheet metal into a desired shape or profile. The die's cutting and forming sections typically are made from special types of hardenable steel called tool steel. Dies also can contain cutting and forming sections made from carbide or various other hard, wear-resistant materials.
Most stamping dies are constructed of several basic components, including die plates, shoes, die sets, guide pins, bushings, heel blocks, heel plates, screws, dowels, and keys. Dies also need stripper, pressure, and drawing pads, as well as the devices used to secure them: spools, shoulder bolts, keepers, and retainers, as well as gas, coil, or urethane springs.
|
| Figure 1 Die plates, shoes, and die sets, which correspond to the size of the die, serve as the foundation for mounting the working die components. Image courtesy of Eclipse Tool and Die. |
Die plates, shoes, and die sets are steel or aluminum plates that correspond to the size of the die (see introductory photo and Figure 1). They serve as the foundation for mounting the working die components. These parts must be machined—milled or ground—so that they are parallel and flat within a critical tolerance. Although grinding is the most popular, a milled surface now can be obtained that is as accurate as a ground surface.
Most die shoes are made from steel. Aluminum also is a popular die shoe material. Aluminum is one-third the weight of steel, it can be machined very quickly, and special alloys can be added to it to give it greater compressive strength than low-carbon steel. Aluminum also is a great metal for shock adsorption, which makes it a good choice for blanking dies.
The upper and lower die shoes assembled together with guide pins create the die set. The lower die shoe often has machined or flame-cut holes that allow slugs and scrap created in the die to fall freely through the die shoe onto the press bed. The holes also may serve as clearances for gas springs and other die components.
The die shoe thickness is based on how much force can be expected during cutting and forming. For example, a coining die, one that compresses metal by squeezing it between an upper and lower die section, requires a much thicker die shoe than a simple bending die.
Guide pins, sometimes referred to as guide posts or pillars, function together with guide bushings to align both the upper and lower die shoes precisely (see Figure 2). They are precision-ground components, often manufactured within 0.0001 in. Although numerous specialty mounting methods can be used to install these components, there are only two basic types of guide pins and bushings—friction pins and ball bearing-style pins.
 |
| Figure 2 Guide pins (guide posts or pillars) and guide bushings align the upper and lower die shoes precisely. Images courtesy of Anchor Lamina Corp. |
Friction pins are precision-ground pins that are slightly smaller than the guide bushing's inside diameter. Pins are made from hardened tool steel, while bushings often are made from or lined with a special wear-resistant material called aluminum-bronze. The aluminum-bronze may contain graphite plugs that help to reduce friction and wear that occur to the pins and bushings.
Friction pins also help to heel the die shoes and prevent them from moving from side to side.
Precision or ball bearing-style guide pins comprise precision-hardened pins, ball cages, ball bearings, and bushings. Unlike friction pins, these pins ride on a series of ball bearings contained in a special aluminum ball cage that permits the bearings to rotate without falling out.
These pins have several advantages. First, friction is reduced so the die can run at faster speeds without generating excessive friction and heat. Second, they allow the diemaker to separate the upper and lower die shoes easily. Third, because they use ball bearings, they can be manufactured with greater accuracy than friction pins.
Remember, guide pins are meant to align the upper and lower die shoes, not to align a poorly maintained or sloppy ram in a press! Some companies try to compensate for a poorly maintained press by adding oversized guide pins or grinding the guide pin ends to a cone shape. Care must be taken when flipping die shoes over so that the guide pins are not bent.
Heel blocks are special steel blocks that are precision-machined, screwed, doweled, and often welded to both the upper and lower die shoes (see Figure 3). They contain components called wear plates and function to adsorb any side thrust that may be generated during the cutting and forming processes. They are especially important if the generated force is one-directional. Too much force generated from one direction only can cause the guide pins to deflect, which results in misalignment of critical cutting and forming components.
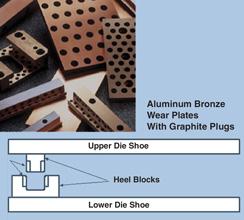 | 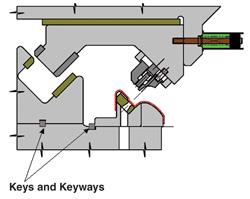 |
| Figure 3 Heel blocks are special steel blocks connected to the upper and lower die shoes to adsorb any side thrust that may be generated during the cutting and forming processes. Image courtesy of Anchor Lamina Corp. | Figure 4 Keys locate and heel die sections and components. |
Most heel blocks have steel heel plates, and the heel block on the opposite shoe has a wear plate made from aluminum-bronze or some other dissimilar metal. The plate selection process is critical. Using two opposing plates made of the same metal type can result in high friction, heat, and eventually galling or cold welding of the wear plates.
Heel blocks can be used to heel the die in any or all directions. Box heels often are used to heel the die in all directions.
Screws fasten and secure the working components to both the upper and lower die shoes. The socket head cap screw is the most popular fastener used in stamping dies. This hardened tool steel screw, often referred to as an Allen head screw, offers superior holding power and strength.
Dowels are hardened, precision-ground pins that precisely locate the die section or component in its proper location on the die shoe. Although dowels have much heeling ability, their main function is to locate the die section properly.
Keys are small, rectangular blocks of precision-ground steel that are inserted into milled pockets in the die shoes and sections called keyways (see Figure 4). Keys locate and heel die sections and components.
A pad is simply a pressure-loaded plate, either flat or contoured, that holds, controls, or strips the metal during the cutting and forming processes. Several types of pads are used in stamping dies. Depending on their function, pads can be made from soft low-carbon steel or hardened tool steel. Contoured pads must fit very closely to the mating die section. Precision requirements determine whether the pads are positioned with guide pins and bushings or left unguided.
Stripper Pads/Plates. Stripper pads are flat or contoured spring-loaded plates that pull, or strip, the metal off the cutting punches (see Figure 5). When it is cut, metal naturally tends to collapse around the body or shank of the cutting punches; this is especially true during piercing. The stripper pad surrounds the cutting punches and mounts to the upper die shoe. As the punch exits the lower die, the spring-loaded pad holds the metal down flush with the lower die section, which allows the cutting punches to withdraw from the sheet metal or piece part.
 |
| Figure 5 Keys locate and heel die sections and components. |
Often stripper pads are inserted with a small block of steel called a pad window. This pad window usually is small and lightweight and can be removed easily to allow the die maintenance technician to remove the ball lock-style pierce punch from the retainer without removing the entire stripper pad. Stripper pads also function to hold the metal flat or to the desired shape during the cutting process.
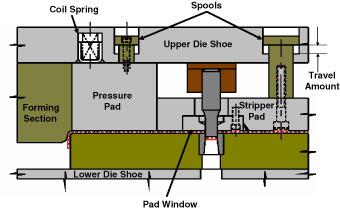
Pressure Pads/Plates. During the wipe bending process, the metal must be held down tightly to the lower die section before the forming punch contacts the metal. Pressure pads must apply a force that is at least equivalent to the bending force (see Figure 6). Most pressure pads use high-pressure coil or gas springs. When loaded with very high-pressure springs, contoured or flat pads also can form sheet metal. These pad types often are referred to as power punches.
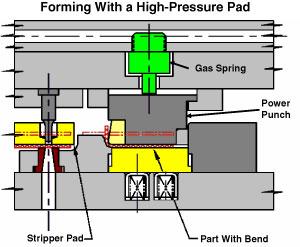 |
| Figure 6 During the wipe bending process, the metal must be held down tightly to the lower die section before the forming punch contacts the metal. Pressure pads must apply a force that is at least equivalent to the bending force. |
Draw Pads. Draw pads control metal flow during the drawing process (see Figure 7). In drawing, the amount of pressure, or downward force, exerted on the sheet metal determines how much metal is allowed to flow and enter the draw die cavity. Too much pressure may stop the metal from flowing and cause splitting; too little downward force may allow excess metal to flow inward and cause loose metal or wrinkling.
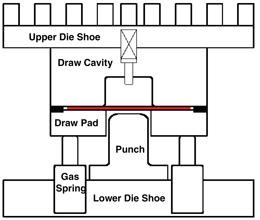 |
| Figure 7 Draw pads control metal flow during the drawing process. |
Draw pads, often referred to as binders or blank holders, usually are made from hardened tool steel. They can be flat or contoured, depending on the piece part shape. Most drawing dies use a single draw pad; however, in special cases, some use two.
Spools, shoulder bolts, and keepers are used to fasten pads to the die shoes while allowing them to move up and down. They are secured to either the top or bottom die shoe with screws and often dowels for precision location. Of all of the components used for securing pads, spools are the most common, especially in larger dies (Figure 1and Figure 8).
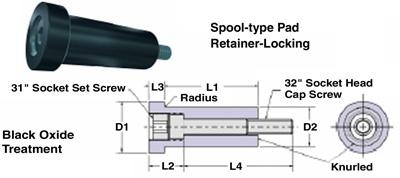 |
| Figure 8 Spools, shoulder bolts, and keepers are used to fasten pads to the die shoes while allowing them to move up and down. Image courtesy of Anchor Lamina Corp. |
Retainers hold or secure cutting or forming die components to both the upper and lower die shoes (see Figure 9). One of the most popular retainers is a ball-lock retainer, a high-precision, accurately manufactured die component that secures and aligns both cutting and forming punches. It uses a spring-loaded ball bearing to locate and secure the punches, which feature a precisely machined teardrop or ball seat. The spring-loaded ball bearing locks into the teardrop shape and prevents the punches from coming out of the retainer.
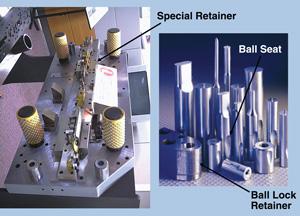 |
| Figure 9 Retainers hold or secure cutting or forming die components to both the upper and lower die shoes. Image at left courtesy of Lear Corp. Image at right courtesy of Danly Corp. |
The advantage of ball-lock retainers is that they allow the die maintenance technician to remove and reinstall punches quickly. The punch is removed by depressing the spring-loaded ball bearing and pulling up on the punch. Specialty retainers also can be made to hold and align irregular punch shapes, as well as headed-style punches and pilot pins.
Springs supply the force needed to hold, strip, or form metal. Many different springs are used in stamping dies (see Figure 10). Spring selection is based on many factors, including the required force and travel, the spring's life expectancy, and, of course, cost. Among the most popular are gas springs, which, when filled with nitrogen, can supply a great deal of force. They also have an excellent life expectancy.
 |
| Figure 10 Springs supply the force needed to hold, strip, or form metal. |
Other types are coil and urethane springs, often called marshmallow springs. Coil springs are very popular when a reasonable amount of force is needed and budget constraints are present. Urethane springs work well in short-run or prototype stamping operations. They also are inexpensive.